Flaw Detectors
Fully Automatic MT System for Automobile Parts

Product Overview
MARKTEC’s Fully Automatic MT System provides quantitative evaluation and automatic adjudication for automobile part inspection using image processing technology.
Specifications
- Flaw detection performance system is stable and dependable when using our newly developed magnetic liquid particle inspection evaluation unit.
- OK / NG judgment standard is quantified by image processing using a CCD camera, virtually eliminating human error.
- By using a 3-pole coil method, MARKTEC’s Fully Automatic MT System can detect any defect without interrupting production or touching the product.
Fully Automatic MPT System for Steel Billets (Super Line-Magna)

Product Overview
MARKTEC’s Fully Automatic MPI System Super Line-Magna provides quantitative evaluation, speedy automatic adjudication for steel billet inspection using image processing technology.
Specifications
- Fully automatic, in-line continuous inspection using a CCD camera and image processing unit, gives workers complete control from the operation room, therefore eliminating the need for workers in the inspection area.
- Detects longitudinal, transverse and corner defects simultaneously
- Fast inspection speed, up to 40 m/min.
- Outputting map-data of flaw positions for each divided section size, which is 100 mm (longitudinal) x 20 mm (circumferential) of the billet surface.
Cylinder Block Bore Eddy Current Testing Unit

Product Overview
This testing unit uses a special air pressurized attachment that hovers over the bore areas and on the surface of a cylinder block head, eliminating physical contact or contamination.
Specifications
| Subject Defect | Cracked flaws |
| Detecting accuracy | D1.0mm×W0.2mm×L4mm at minimum |
| Inspection time | Inspecting 6 Bore places within 60 seconds |
| Inspection method | Probe sensor approach to inspection positions and detect the flaws on the bore surface without contact. |
| Sensor | Air floating type Eddy Current inspection sensor |
Penetrating Eddy Current Testing Unit

Product Overview
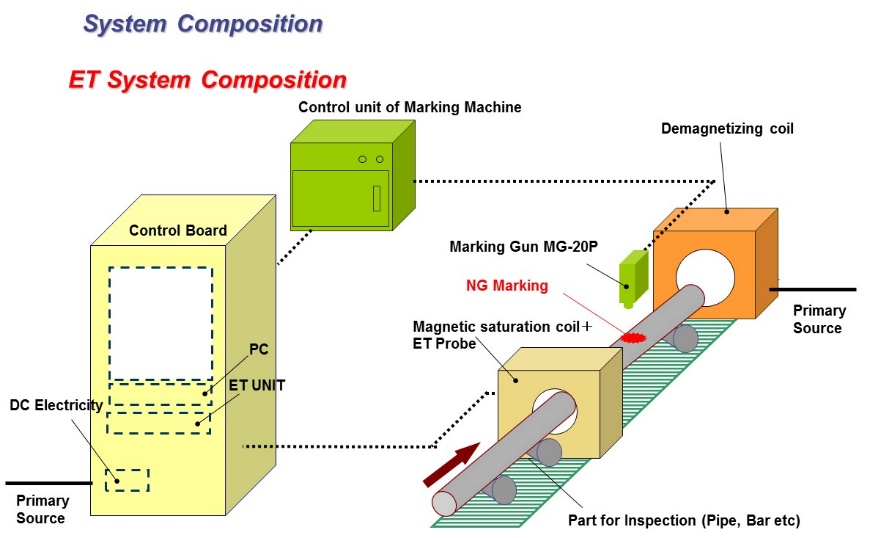
Penetrating Eddy Current Testing Unit detects surface cracks on narrow and long parts such as in-line steel bars.
Specifications
- A pipe is transported by a roller conveyor, and any surface cracks are detected by running it through the penetrating ECT coil.
- Judgments are made, and any NG output information is received by the ET unit.
- This unit can combine with the NG marking unit which paints NG markings on certain parts of the moving product.